Цель работы : изучение особенностей технологии изготовления женского платья.
Изучить методы обработки видов женского платья.
Освоить методы прогрессивной технологии обработки женского платья различного ассортимента.
Теоретическое обоснование работы:
1. Особенности влияния конструктивного разнообразия обработки женского платья на технологию их изготовления.
2. Особенности методов обработки женского платья.
3. Прогрессивная технология обработки женского платья.
Материалы и инструменты : плакаты конструкций и узлов и их соединений деталей женского платья, альбомы образцов деталей и узлов женского платья.
Методика проведения работы:
Задание 1.Ознакомиться с конструктивным разнообразием женских платьев.
Женские платья характеризуются разнообразием форм и стилевых решений. По стилю женские платья разделяются на классические, спортивные, романтические и фантазии; силуэту - прилегающее, полуприлегающие, прямой трапециевидный; назначению -. домашние, повседневные, торжественные.
Нередко черты различных стилей переплетаются между собой. Отсюда членение форм женского платья могут быть самыми разными.
Каждая разновидность покроя характеризуется определенной конструк-тивной основой, включавшей основные детали женского платья: перед, спинки, рукав, передние и задние полотнища юбки и т.д. Первым признаком покроя для плечевой одежды принято считать покрой по рукаву, в соответствии с которым различают конструктивные основы с втачными рукавами, реглан, цельнокроеными рукавами. Внутри каждого одноименного покроя по рукаву, в свои очередь, могут быть выделены разновидности с вертикальными, горизонтальными, диагональными, смежными членениями основных деталей, т.е. цельнокроеный полочки и спинки, отрезные по линии талии, с кокетками, воланами и т.д.
Помимо основных деталей, составляющих конструктивную основу и определяющих объемную форму, в конструкциях женских платьев имеются дополнительные и декоративные детали (воротники, манжеты, планки, пояса, т.д.).
Воротники в женских платьях по конструктивному решению могут быть различных конфигураций и размеров, т.е. отложные, воротники - стойки и т.д. застежки, обработанные подбортом, планками, обтачками с использованием всех видов фурнитуры (молнии, пуговиц, кнопок, шнуров и т.д.); карманы прорезные с клапанами и без них, накладные, обработанные в швах и т.д.
Задание 2. Изучить методы обработки деталей и узлов женского платья.
Разнообразный ассортимент и большое количество модификаций женских платьев оказывает непосредственное влияние на выбор методов обработки и применяемое оборудование.
Для технологии женского платья является характерным установление обработки отдельных деталей и узлов в зависимости от модельных особенностей. Имеется большое количество вариантов обработки воротников, карманов, низа, рукавов и т.д. Например, карманы в женском платье могут быть прорезные, непрорезнне и накладные.
Особенностью прорезных карманов в платье является отсутствие долевика, подзора, который заменяется подкладкой из основной ткани.
Прорезные карманы могут быть с клапаном, листочкой и "в рамку". При сборке прорезного кармана с клапаном притачивают клапан и заутюженную нижнюю обтачку одновременно с подкладкой кармана, затем разрезают вход в карман и притачивают вторую часть подкладки кармана к шву притачивания клапана. После чего стачивают подкладку кармана на стачивающее-обметочной машине.
При сборке кармана с листочкой концы листочки могут настрачиваться на основную деталь или втачиваться. В первом случае предварительно обтачивают концы листочки. Затем листочку, образованную из подкладки (основной ткани), притачивают к полочке, притачивают подкладку кармана к полочке, разрезают вход в карман, стачивают подкладку кармана и настрачивают концы листочки на основную деталь. В карманах с втачными концами обработка листочки состоит только в заутюживании ее сгиба.
Прорезные карманы "в рамку" обрабатывают двумя обтачками из основной или отделочной ткан с предварительным заутюживанием.
В карманах с прямыми прорезами обтачками может служить подкладка кармана.
Прорезные карманы "в рамку" могут обрабатываться как на универсальной машине, так и на дгувхиголъной. При обработке на универсально машине притачивают обтачки, образованные из подкладки кармана, к полочке и стачивают подкладку кармана. При обработке на двухиголъной машине обтачку, сдублированную с прокладкой, притачивают к полочке с одновременным разрезанием, затем к нижней верхней обтачкам притачивается подкладка кармана и последняя стачивается.
Непрорезкые кармакы могут располагаться в швах, складках, рельефах.
Обработка кармана в швах соединений состоит в притачивании частей подкладки кармана из основной ткани передней и боковой частей полочки и стачивании подкладки кармана.
Накладные карманы обрабатываются на подкладке и без подкладки, последние наиболее распространенные. Верхний край кармана обрабатывают обтачкой, клапаном, кантом, бейкой и т.д.
Соединение накладного кармана без подкладки с основной деталью производится накладным швом с открытым срезом или срез предварительно обметывают. Обработку накладных карманов на подкладку начинают с притачивания подкладки к припуску на подгиб верхнего края кармана, оставляя припуск для вывертывания. После обтачивания кармана по боковым и нижним сторонам, подрезают швы в углах, вывертывают, зашивая припуск по верхнему краю.
Соединение накладных карманов с изделием осуществляют накладным швом с закрытым срезом.
Женские платья могут быть с воротниками и без них. По конструкции воротники могут быть втачные и цельнокроеные с полочками лифа или подбортами. Процесс обработки воротников состоит из двух этапов - обработка воротников и соединение их с изделием. Воротники в зависимости от ткани обрабатываются с прокладками и без них. При обработке с прокладками воротник обтачивают по прокладке или нижнему воротнику, в зависимости от прокладки. Соединение воротников с изделием выполняют после стачивания плечевых швов, а в моделях с рукавами реглан - после соединения рукавов с изделием.
Отложные прямые воротники в изделиях с застежкой доверху, соединяют с горловиной путем втачивания нижнего воротника и последующего настрачивания верхнего воротника на горловину. В изделиях с отворотами отложные воротники соединяют с горловиной в момент сборки бортов. Отложные обтачные воротники соединяют с горловиной с помощью дополнительной обтачки.
В изделиях без воротников горловину обрабатывают обтачкой, кантом, бейкой, рюшей и т. д.
Низ рукавов обрабатывают швом в подгибку, обтачками, бейками, окантовками, манжетами и т.д.
Соединение манжет с низом рукавов может производиться на стачивающей машине или стачивающе-обметочной со сборкой или без нее.
Застежка в женских платьях обрабатывается подбортами, планками, обтачками.
В застежках, обработанных подбортами, борта могут быть отрезными и цельнокроеными с прокладками и без них. В бортах с прокладками последние попадают в шов обтачивания борта.
Застежки, обработанные отрезной планкой, могут обрабатываться на универсальной или стачивающе-обметочной машине; цельнокроеной на двухигольной машине. Застежки, обработанные обтачками, могут обрабатываться в кант, рамку, обтачку и т.д.
Соединение основных деталей платьев (боковых, рукавных, плечевых срезов, соединение лифа с юбкой) производится на стачивающе-обметочной машине.
Задание 3.Установить методы обработки на одну из моделей женского платья .
На основании изучения методов обработки конструкций узлов и соединений женского платья установить методы обработки на заданную преподавателем модель и представить в соответствии с табл. 13.1.
Таблица 13.1.
Методы обработки женского платья.
| № пп | Наименование соединений и узлов обработки | Схемы конструкций и соединений | Наименование и параметры швов | |
| Обработка прорезного кармана с листочкой | 1.Отделочный - 1-2мм 2. Стачной – 7мм 3. Стачивающе-обметочный – 10мм | 1597-М кл. 746-7LE17 фирма «Дюркопп» | ||
| Обработка манжет |  | 1.Обтачной- 7-8мм 2.Отделочный- 1-2мм | 1597-М кл. | |
| Обработка воротника | | 1.Обтачной – 7-8мм 2.Отделочный - 1-2мм | 1597-М кл. | |
| Обработка цельно-кроенной планки |  | 1.Настрочной- 7-8мм | 852×28 кл. | |
| Соединение рукава с проймой, боковых швов платья |
 | 1.Стачивающе-обметочный – 10-12мм | 508-М кл. | |
| Соединение манжеты с рукавом |
 | 1.Настрочной -1-2мм | 1597-М кл. с приспособлением 3-84 | |
| Соединение воротника с изделием |  | 1. обтачной 7-8 мм 2. отделочный 1-2 мм 3. настрочной 1-2 мм | 1597-М кл. | |
| Обработка петель | | 1. обметочный | 525-01 кл. | |
| Пришивание пуговиц | 1. пришивание пуговиц | 1595 кл. | ||
| Обработка низа платьев | 1. подшивочный | 285 кл. |
Задание 4. Выбрать прогрессивный метод обработки на один из узлов женского платья.
Выбрать прогрессивный метод обработки на один из узлов женского платья, составить на данный узел технологическую последовательность на обработку отдельных деталей и узлов женского платья и оформить в соответствии с табл. 13.2
Таблица 13.2.
Технологическая последовательность обработки узла женского платья.
| № пп | Наименование не делимых операций | Специальность | Тип, класс оборудования, приспособления | Схема конструкций соединений деталей и узлов | Технические условия выполнения операций |
| Обработка прорезного кармана с листочкой. Нанесение на полочки линий притачивания листочки | Р | Лекало, мел |  | Линию притачивания листочки наносят на лицевой стороне полочки | |
| Притачивание листочки и двух частей подкладки кармана к полочке с одновременным разрезанием входа в карман | ПА | 846-7/EI7 фирма «Дюркопп» | На лицевую сторону полочки по намеченной линии укладываются листочка и подкладка кармана лицевой стороной вниз; Вторая часть подкладки кармана укладывается на полочку лицевой стороной вниз | ||
| Вывертывание листочки и подкладки кармана | Р | Листочку и подкладку кармана вывертывают в сторону изнанки полочку | |||
| Скрепление концов рамки кармана | М | 1597-М кл. | Настрачивается скрепляющая строчка на расстоянии 1-2мм по лицевой стороне полочки | ||
| Стачивание подкладки кармана | С/М | 508-М кл. | | Стачивается подкладка кармана и одновременно обметывается шириной 10-12 мм | |
| Приутюживание кармана | У | СУ-В УПП-4 | Приутюживается листочка с лицевой стороны |
Требования к отчёту по лабораторной работе:
1. Ознакомиться с конструктивным разнообразием женских платьев.
2. Изучить методы обработки деталей и узлов женского платья, заполнить табл. 13.1.
3. Установить методы обработки на одну из моделей женского платья.
4. Выбрать прогрессивный метод обработки на один из узлов женского платья, заполнить табл. 13.2.
Контрольные вопросы:
1. Из каких деталей состоит женское платье? Какие из этих деталей являются основными, дополнительными, декоративными, вспомогательными?
2. Какие детали данного вида изделия могут быть унифицированы и почему?
3. Какие свойства материалов необходимо учитывать при выборе методов обработки?
4. Как влияет установление режимов обработки при шитье и ВТО от вида материала?
5. Какими средствами достигается придание одежде и ее деталям заданных свойств?
6. Какие способы соединения деталей применяются в швейных изделиях?
7. Какие способы соединения деталей одежды обеспечивают высокую производительность, хорошее качество изделия?
8. Какие методы обработки швейных изделий наиболее эффективны для повышения производительности труда?
9. Какой НТД необходимо пользоваться при выборе методов обработки?
10. Что такое «технологическая последовательность»?
11.Каковы основные направления совершенствования процессов обработки женского платья?
1. Гвоздев, Ю.М. Химическая технология изделий из кожи. М.: изд. Академия, 2006.
2. Крючкова, Г. А. Технология швейно-трикотажных изделий. М.: изд. Академия, 2009.
3. Терская, Л. А. Технология раскроя и пошива меховой одежды. М.: Академия, 2004.
Лабораторная работа 14.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Введение
1. Выбор модели
3. Характеристика материалов
Заключение
Библиографический список
Введение
Среди отраслей, изготовляющих товары для населения, ведущее место занимает швейная промышленность, которая производит различную одежду на предприятиях, включенных в состав новых организационных структур: концернов, ассоциаций, акционерных обществ и так далее.
При массовом производстве швейных изделий решающая роль принадлежит технологическому процессу, который представляет собой экономически и технически целесообразную совокупность технологических операций по обработке и сборке деталей и узлов швейных изделий.
В настоящее время проводится планомерная работа по механизации и автоматизации выполнения сборочно-соединительных операций. Создание и серийное освоение базовых швейных полуавтоматов и их модификаций позволяет автоматизировать не только соединение деталей, но и подготовительные и заключительные операции: подачу деталей в зону шьющего механизма, обрезку ниток, съем и укладывание деталей и др. В результате значительно повышается производительность труда и улучшается качество изготовления одежды.
Большие возможности повышения производительности труда имеет получившая в последнее время широкое распространение новая малооперационная технология, позволяющая за один проход выполнять несколько неделимых сборочно-соединительных операций или осуществлять монтаж узлов, минуя предварительное соединение отдельных деталей.
Использование малооперационной технологии, средств механизации и автоматизации способствует максимальной концентрации однородных технологических операций на одном рабочем месте, что позволяет специализировать рабочие места при значительном сокращении затрат ручного труда и улучшении качества выполнения операций.
Большое значение для совершенствования технологии имеет создание комплексно-механизированных линий, которые оснащены специализированным оборудованием для выполнения конкретных технологических операций.
Целью данной курсовой работы является рассмотрение технологической последовательности обработки женского платья для потока малой мощности.
1. Выбор модели
В наступающем сезоне весна-лето 2012 года одной из тенденций модной одежды являются ретро платья в стиле 50-х годов.
Приталенные платья, женственные силуэты и плиссированные юбки - снова в моде. Модельеры дополнили классический силуэт короткой (выше колена) юбкой и юбкой длиной до середины икры, яркими тканями. Обязательный аксессуар ремень или пояс, подчеркивающий талию. Актуальны разнообразные вырезы и маленькие воротнички, как в коллекции Jason Wu. Весенне-летние коллекции Prada и Rochas были полностью вдохновлены таким ретро-стилем, но в каждой по-разному сочетается прошлое и современное (футуристические ткани на классических силуэтах, психоделический принт и т.д.). Также стиль 50-х годов был представлен Louis Vuitton, Jil Sander.
В данной курсовой работе рассматривается модель из немецкого каталога модной одежды QUELLE весна 2012.
Летнее платье для повседневной носки из хлопчатобумажной ткани для девушек и молодых женщин приталенного силуэта, отрезное по линии талии, с завязывающимся поясом. Воротник отложной. Концы воротника прямые, отложной край борта закруглен. Застежка расположена в левом боковом соединительном шве.
Эскиз модели
Перед лифа с рельефами, выходящими из проймы, с центральной застежкой на пять обметанных петель и пуговиц. Спинка лифа также с рельефами, выходящими из проймы. Проймы платья обработаны подкройными обтачками.
Юбка «полусолнце» двухшовная. На переднем полотнище юбки расположены прорезные карманы в рамку.
Длина платья на 5см выше колена. По воротнику, краю борта и поясу расположена отделочная строчка на расстоянии 0,1см от края.
2. Характеристика способов формообразования основных деталей
На образование пространственной формы деталей и узлов изделия влияет формовочная способность материала.
В практике конструирования одежды используют три основных способа формообразования:
1) Технологический, основанный на использовании формовочных свойств материалов;
2) Конструктивный, за счет членения материала на части;
3) Комбинированный
Таблица №1- Характеристика способов образования пространственной формы деталей и узлов
3. Характеристика материалов
Изделие состоит из пакета материалов, от которых зависит его внешний вид, трудоемкость изготовления, режимы и методы обработки и т.д.
Таблица №2 - Прейскурантная характеристика материалов
|
Наименование продукции |
ГОСТ, ОСТ, |
Краткая технологическая характеристика |
||||||||
|
Ширина с кромками, см |
Поверхностная плотность, г/м 2 |
Номинальная линейная плотность пряжи, текс (метрический метр) |
Плотность, количество нитей на 10см |
|||||||
|
По основе |
||||||||||
|
100% хлопок |
||||||||||
|
Дублерин |
ГОСТ 28832-90 |
|||||||||
|
Полиэстер |
||||||||||
|
Пуговицы |
ТА 5501/11/0 - 8001 |
ОСТ 17 699-83 |
аминопластик |
|||||||
|
Потайная застежка-молния |
ОСТ 17-891-86 |
Основная ткань
Прокладочная ткань
4. Выбор оборудования, приспособлений
Выбор оборудования, необходимого для обработки изделия, производят с учетом технологических свойств материалов и мощности технологического потока
Производство одежды массовым поточным методом диктует дополнительные, особые требования к выбору швейных машин. Это связано, прежде всего, с необходимостью синхронизации выполняемы операций, когда разные по содержанию и сложности операции должны бить согласованы с тактом технологического потока.
Поэтому при выборе швейных машин, учитывают следующие факторы:
1. Желаемое качество изделия;
2. Экономия (сокращение) рабочего времени, которое может быть получено при использовании машины;
3. Мощность предприятия и объем ежедневно выпускаемой продукции (мощность потока};
4. Соотношение цены машины и заработной платы.
Потоки малой мощности менее эффективны. Они не позволяют достаточно хорошо специализировать труд и применять различные специальные машины и приспособления, так как их, использование становится недостаточно целесообразным. Малые мощности технологических процессов применяют в потоках малых серий для изготовления небольших партий женских легких платьев разнообразных фасонов. В других потоках малые мощности процессов используют на неспециализированных предприятиях при небольшом выпуске изделий, заданном по производственной программе, или недостаточной площади помещения для расположения потоков средней мощности.
В потоках малой мощности используются:
1. Универсальные швейные машины со скоростью 5000 об/мин;
2. Специальные швейные машины, включая двухигольные;
3. Полуавтоматы челночного и цепного стежков.
Все перечисленное оборудование используется без дополнительного оснащения.
Таблица №3 - Технологическая характеристика швейных машин
|
Назначение оборудования |
Вид обрабатываемых материалов |
Класс, тип, марка оборудования. Предприятие - изготовитель |
Вид строчки |
Максимальное количество стежков в минуту |
Максимальная длина стежка, мм |
Максимальная толщина материалов под лапкой |
Исполнительный орган перемещения материала |
Возможность выполнения закрепки |
Дополнительные данные |
|
|
Одноигольные швейные машины, выполняющие линейную строчку |
||||||||||
|
Выполнение соединительных и отделочных швов |
Легкие, средние и среднетяжелые материалы |
561А,В,С, фирма PFAFF (Германия) |
челночная |
Зубчатая рейка |
Отклоняющаяся игла, челнок с горизонтальной осью и шпулькой малых размеров. |
|||||
|
Одноигольные швейные машины, выполняющие обметочную строчку |
||||||||||
|
Обметывание срезов деталей |
Все платьевые ткани. Нетканые материалы. Трикотажные полотна |
«Подольскшвеймаш» |
Двухниточная или трехниточная обметочная |
Нижняя зубчатая рейка |
Не имеется |
Нож для обрезки материала. Ширина - строчки 3-6 мм в зависимости от положения ножа для обрезки материала |
||||
|
Специальные швейные машины и полуавтоматы |
||||||||||
|
Выполнение подшивочных операций |
средние материалы |
103-150 «Штробель» (Германия) |
Однониточный цепной потайной стежок |
специальный |
Не имеется |
Ширина стежка 9,5 - 11мм |
||||
|
Пришивание пуговиц |
Все виды материалов |
(Германия) |
Специальный |
Автоматические подъем пуговицедержателя, обрезка ниток. Возможность пришивания пуговиц с ушком и плоских пуговиц с 2-мя,3-мя, 4-мя и 6-ью отверстиями. |
||||||
|
Обметывание прямых петель |
Все платьевые ткани. Трикотажные полотна. Нетканые материалы |
3117-30-31/04-958/05-963/02 PFAFF (Германия) |
специальный |
Размер петли 6ммЧ40мм Количество стежков 0т 64 до 400. Автоматическая обрезка ниток при подъеме зажима |
Таблица №4 - Технологическая характеристика оборудования для влажно-тепловой обработки
Таблица №5 - Характеристика приспособлений малой механизации
|
Требование к выполнению операции |
Наименование приспособления |
Марка приспособления. Предприятие-изготовитель |
Класс швейной машины. Предприятие-изготовитель |
Графическое изображение шва |
|
|
Соблюдение параллельности строчки срезам стачиваемых деталей |
Лапка с выдвижной направляющей линейкой |
561 PFAFF (Германия) |
|||
|
Двойная подгибка криволинейных срезов |
Приспособление для подшивания низа изделия |
561 PFAFF (Германия) |
|||
|
Выполнение отделочных строчек |
Лапка для отстрочки (1,6мм) |
561 PFAFF (Германия) |
|||
|
Притачивание потайной молнии |
Лапка для потайной молнии |
561 PFAFF (Германия) |
|||
|
Изготовление мягкого пояса |
Приспособление для мягкого пояса. Ширина в готовом виде 47,6мм |
561 PFAFF (Германия) |
5. Выбор технологических режимов обработки изделия
С целью обеспечения высокого качества изготовления изделия для выбранных материалов устанавливают технологические режимы обработки.
На основании ГОСТа 12807-88 приводятся требования к выполнению стежков, строчек, швов.
Таблица №6 - Наименования, графическое изображение, применение стежков
|
Наименование стежка |
Графическое изображение и кодовое обозначение стежка |
Примечание |
|
|
Однониточный цепной потайной |
Для подшивания краев деталей и низа изделий, для выстегивания деталей |
||
|
Однониточный зигзагообразный цепной |
Для обметывания петель, для пришивания пуговиц |
||
|
Двухниточный однолинейный прямой челночный |
Для соединения деталей, для окантовывания срезов деталей и др. |
||
|
Двухниточный однолинейный зигзагообразный челночный |
Для изготовления закрепок, обметывания петель, пришивания пуговиц, подшивания сторон листочек, соединения частей бортовой прокладки |
||
|
Трехниточный обметочный цепной |
Для обметывания срезов деталей |
Таблица №7 - Групповые наименования строчек
Таблица №8 - Требования к выполнению швов
|
Наименование шва или выполняемой операции |
Кодовое обозначение шва |
Условное изображение шва |
Графическое изображение шва |
|
|
Стачной (с совмещением срезов) выполненный одной строчкой с обметыванием срезов |
||||
|
Стачной (с совмещением срезов) выполненный одной строчкой с раздельным обметыванием срезов |
||||
|
Обтачной «в кант» |
||||
|
Настрачивание обтачки для прорезного кармана или петли |
||||
|
Обработка поясов, хлястиков, петель, шлевок и др. |
Таблица №9- Предельные параметры влажно-тепловой обработки материалов
Таблица№10 - Режимы склеивания материалов при изготовлении платья
6. Выбор методов обработки изделия
Правильный выбор методов обработки оказывает большое влияние на качество и трудоемкость изделия.
Выбор методов обработки производят с учетом вида изделия, выбранного оборудования.
Выбор методов обработки производится путем сравнения различных методов обработки по экономической эффективности и качеству.
В данной работе производится детальный выбор методов обработки только для 5 основных узлов.
Экономическая оценка методов обработки производится по росту производительности труда и сокращению затраты времени.
Рост производительности труда, Р п, %, определяется по формуле:
Где Т с - затрата времени на обработку узла базовым методом, с;
Т н - затрата времени на обработку узла выбранным методом(новым), с.
Сокращение затраты времени, Р з.в. , %, определяется по формуле:
Р з.в. =. (2)
В качестве базового варианта обработки детали или узла выбран метод, рекомендуемый унифицированной технологией. Качество обработки является одним из важнейших показателей при выборе методов обработки. Наиболее стабильное качество обработки деталей и узлов изделия обеспечивается применением универсального, специального и специализированного оборудования. При высоком уровне механизации обработки узлов и деталей изделия снижается влияние на качество субъективного фактора - квалификации рабочих.
На стадии выбора методов обработки качество обработки деталей и узлов можно оценить по степени механизации.
Степень механизации С м,%, определяется по формуле:
С м = 100%, (3)
Где t узл.м - затрата времени на выполнение всех механизированных операций при обработке узла (М,СМ,Пр), с;
t узл. - затрата времени на обработку узла, с.
Схемы узлов
Таблица №11 - Технологическая последовательность обработки
|
Номер операции |
Вид работы |
Разряд работы |
Затрата времени, с |
||||
|
По существующему |
По проектируемому |
||||||
|
1.воротника |
|||||||
|
Продублировать нижний воротник |
Утюг, пульверизатор |
||||||
|
Машина 1022Мкл., ножницы 561А,В,С PFAFF, ножницы |
|||||||
|
Высечь припуски в углах воротника и вывернуть воротник |
Ножницы, специальный колышек |
||||||
|
Приутюжить воротник |
Утюг, пульверизатор |
||||||
|
2. Рельефов спинки |
|||||||
|
Стачать рельефы спинки |
Машина 1022Мкл., ножницы |
||||||
|
Обметать срезы рельефов |
Машина 51-А кл, ножницы |
||||||
|
Утюг, пульверизатор Утюжильный стол TS GPS 37 Silter(Турция) |
|||||||
|
3.Рельефов полочки |
|||||||
|
Стачать рельефы полочки |
Машина 1022Мкл., ножницы 561А,В,С PFAFF, Лапка с выдвижной направляющей линейкой P - 803, ножницы |
||||||
|
Обметать срезы рельефов |
Машина 51-А кл, ножницы |
||||||
|
Заутюжить швы стачивания рельефов |
Утюг, пульверизатор Утюж. Стол TS GPS 37 Silter(Турция) |
||||||
|
4.Соединения воротника с горловиной |
|||||||
|
Машина 1022Мкл., ножницы 561А,В,С PFAFF, ножницы |
|||||||
|
Специальный колышек, ножницы |
|||||||
|
Утюг, Утюжильный стол TS GPS 37 Silter(Турция) |
|||||||
|
Машина 1022Мкл., ножницы 561А,В,С PFAFF Ножницы |
|||||||
|
Машина 1022 кл., однорожковая лапка, ножницы 561А,В,С PFAFF, лапка для отстрочки SP 18 1/16, ножницы |
|||||||
|
Машина 1022 кл., откидная двухрожковая линейка, ножницы 561А,В,С, PFAFF лапка SP 18 1/16, |
|||||||
|
Обтачать концы пояса |
Машина 1022Мкл., ножницы 561А,В,С (Германия), |
||||||
|
Вывернуть концы пояса |
|||||||
|
Застрочить пояс по длине с подгибом обрезных краев |
Машина 1022 кл., лапка с направляющими бортиком, ножницы 561А,В,С(Германия), KHF - 64 3/16, ножницы |
||||||
|
Приутюжить пояс |
Утюг, пульверизатор Утюжильный стол TS GPS 37 Silter(Турция) |
Таблица №12 - Экономическая эффективность проектируемых методов обработки
|
Наименование узлов, деталей, операций |
Затраты времени на обработку, с |
Повышение производительности труда по узлу, % |
Сокращение затраты времени по узлу, % |
Степень механизации обработки |
|||
|
Базового метода |
Нового метода |
Базового метода |
Нового метода |
||||
|
Воротник |
|||||||
|
Рельефы спинки |
|||||||
|
Рельефы полочки |
|||||||
|
Соединение воротника с изделием с одновременной обработкой бортов |
|||||||
7. Схема последовательности сборки изделия
женский платье швейный технологический
Условные обозначения:
Стол со швейной машиной общего назначения
Стол со швейной машиной, оснащенной элементами автоматики
Стол со специальной швейной машиной
Стол со швейной машиной полуавтоматического действия
Стол утюжильный
Стол для выполнения ручных работ
8. Составление технологической последовательности изготовления изделия
Таблица №13 - Справочник операций на модель изделия
|
Номер операции |
Наименование технологических операций |
Специальность |
Разряд работы |
Затрата Времени, с |
Оборудование, приспособления, инструменты |
|
|
Дублирование деталей |
||||||
|
Продублировать клеевой прокладкой нижний воротник |
Гладильный пресс DOMENA SP - 4200 (Франция) |
|||||
|
Продублировать клеевой прокладкой подборта |
Гладильный пресс DOMENA SP - 4200 (Франция) |
|||||
|
Продублировать обтачки проймы полочки и спинки |
Гладильный пресс DOMENA SP - 4200 (Франция) |
|||||
|
Обработка воротника |
||||||
|
Обтачать верхний воротник нижним |
||||||
|
Высечь припуск на швы в углах воротника и вывернуть воротник |
Ножницы, специальный колышек |
|||||
|
Приутюжить воротник |
Утюжильный стол TS GPS 37 Silter(Турция) |
|||||
|
Обработка подбортов |
||||||
|
Обметать внутренние срезы подбортов с прокладкой |
Машина 51-А кл., ножницы |
|||||
|
Обработка обтачек |
||||||
|
Стачать плечевые и боковые срезы обтачек |
561А,В,С, фирма PFAFF(Германия), ножницы |
|||||
|
Разутюжить швы стачивания обтачек |
Гладильный пресс DOMENA SP - 4200 (Франция) |
|||||
|
Обработка пояса |
||||||
|
Обтачать концы пояса |
561А,В,С, фирма PFAFF (Германия), ножницы |
|||||
|
Вывернуть концы пояса |
||||||
|
Застрочить пояс по длине с подгибом обрезных краев |
561А,В,С фирма PFAFF (Германия), KHF - 64 3/16, ножницы |
|||||
|
Приутюжить пояс |
Утюжильный стол TS GPS 37 Silter(Турция) |
|||||
|
Обработка прорезных карманов в рамку |
||||||
|
Заутюжить сгибы четырех обтачек |
Гладильный пресс DOMENA SP - 4200 (Франция) |
|||||
|
Притачать обтачки карманов |
561А,В,С, фирма PFAFF (Германия), ножницы |
|||||
|
Прорезать отверстия для карманов |
||||||
|
Вывернуть обтачки на изнанку изделия и закрепить концы карманов |
561А,В,С, фирма PFAFF (Германия), ножницы |
|||||
|
Притачать мешковины карманов к обтачкам |
561А,В,С, фирма PFAFF (Германия), ножницы |
|||||
|
Стачать мешковины карманов |
561А,В,С, фирма PFAFF (Германия), ножницы |
|||||
|
Обметать обрезанные края мешковины |
Машина 51-А кл., ножницы |
|||||
|
Приутюжить готовые карманы |
Утюжильный стол TS GPS 37 Silter(Турция) |
|||||
|
Обработка юбки |
||||||
|
Стачать боковые срезы, оставляя не стачанным место в левом боковом шве для застежки |
||||||
|
Обметать срезы левого бокового шва отдельно в месте расположения застежки |
Машина 51-А кл., ножницы |
|||||
|
Обметать вместе правый и левый швы ниже расположения застежки |
Машина 51-А кл., ножницы |
|||||
|
Заутюжить боковые швы |
Утюжильный стол TS GPS 37 Silter(Турция) |
|||||
|
Обработка полочек |
||||||
|
Стачать рельефы полочки |
561А,В,С фирма PFAFF (Германия), Лапка с выдвижной направляющей линейкой P - 803, ножницы |
|||||
|
Обметать срезы рельефов полочек |
Машина 51-А кл., ножницы |
|||||
|
Заутюжить швы стачивания рельефов |
Утюжильный стол TS GPS 37 Silter(Турция) |
|||||
|
Обработка спинки |
||||||
|
Стачать рельефы спинки |
561А,В,С фирма PFAFF (Германия), Лапка с выдвижной направляющей линейкой P - 803, ножницы |
|||||
|
Обметать срезы рельефов спинки |
Машина 51-А кл., ножницы |
|||||
|
Заутюжить швы стачивания рельефов |
Утюжильный стол TS GPS 37 Silter(Турция) |
|||||
|
Стачать плечевые срезы |
561А,В,С фирма PFAFF (Германия), Лапка с выдвижной направляющей линейкой P - 803, ножницы |
|||||
|
Обметать плечевые срезы |
Машина 51-А кл., ножницы |
|||||
|
Заутюжить плечевые швы |
Утюжильный стол TS GPS 37 Silter(Турция) |
|||||
|
Стачать боковые срезы лифа, оставляя не стачанным место в левом боковом шве для застежки, одновременно с вкладыванием тканевой ленты с товарным знаком и контрольного ярлыка |
561А,В,С фирма PFAFF (Германия), Лапка с выдвижной направляющей линейкой P - 803, ножницы |
|||||
|
Обметать левый боковой шов лифа отдельно в месте расположения застежки |
Машина 51-А кл., ножницы |
|||||
|
Обметать правый шов и левый боковой выше места застежки вместе |
Машина 51-А кл., ножницы |
|||||
|
Заутюжить боковые швы лифа |
Утюжильный стол TS GPS 37 Silter(Турция) |
|||||
|
Обтачать борта и втачать воротник |
561А,В,С, фирма PFAFF (Германия), ножницы |
|||||
|
Высечь швы в углах подбортов, вывернуть углы на лицевую сторону |
Специальный колышек, ножницы |
|||||
|
Приутюжить борта и заутюжить шов втачивания воротника в горловину |
Утюжильный стол TS GPS 37 Silter(Турция) |
|||||
|
Прикрепление подбортов к плечевым швам |
||||||
|
Настрочить края верхнего воротника на горловину спинки |
||||||
|
Проложить отделочную строчку по бортам и воротнику |
561А,В,С фирма PFAFF (Германия), лапка для отстрочки SP 18 1/16, ножницы |
|||||
|
Обтачать проймы обтачками |
561А,В,С фирма PFAFF (Германия), Ножницы |
|||||
|
Настрочить швы обтачивания пройм |
561А,В,С фирма PFAFF (Германия), лапка для отстрочки SP 18 1/16, ножницы |
|||||
|
Подшить внутренние края обтачки пройм |
Машина 85 кл., ножницы |
|||||
|
Соединить полочки и спинку с юбкой |
561А,В,С фирма PFAFF (Германия), Лапка с выдвижной направляющей линейкой P - 803, ножницы |
|||||
|
Обметать шов соединения лифа с юбкой |
Машина 51-А кл., ножницы |
|||||
|
Разутюжить левый боковой шов на участке застежки |
Утюжильный стол TS GPS 37 Silter(Турция) |
|||||
|
Притачать тесьму застежки-молнии в левый боковой шов |
561А,В,С фирма PFAFF (Германия), лапка для потайной молнии S - 518, ножницы |
|||||
|
Подшить низ |
561А,В,С фирма PFAFF (Германия), Приспособление для подшивания низа изделия KHF - 94(3/16), ножницы |
|||||
|
Нанести места расположения долевых петель по борту |
Вспомогательное лекало линейка, мел или мыло, карандаш |
|||||
|
Обметать петли, расположенные по борту |
3117-30-31/04-958/05-963/02 PFAFF (Германия) |
|||||
|
Влажно-тепловая обработка и окончательная отделка |
||||||
|
Выутюжить готовое платье |
Утюжильный стол TS GPS 37 Silter(Турция) |
|||||
|
Нанести места расположения пуговиц по борту |
Мел, карандаш, сантиметровая лента |
|||||
|
Пришить пуговицы по борту и на запасном кусочке ткани |
3307-5/02 PFAFF (Германия) |
|||||
|
Прикрепить пояс к платью |
561А,В,С фирма PFAFF (Германия), Ножницы |
|||||
|
Навесить товарный ярлык и памятку |
Игловой этикет-пистолет |
Условные обозначения названия специальности:
М - машинная;
П - прессовая;
У - утюжильная;
Р - ручная;
С - спецмашина;
А - аппаратная.
9. Анализ технологической последовательности
Технологическая последовательность изготовления изделия характеризуется уровнем технологии пошива
Под уровнем технологии следует понимать совокупность показателей, характеризующих прогрессивность принятых технологических методов осуществления производственного процесса.
На стадии составления технологической последовательности уровень технологии можно оценить с помощью следующих показателей:
Коэффициента концентрации операций механической обработки;
Коэффициента концентрации операций термофизической обработки;
Коэффициента концентрации физико-химической обработки;
Коэффициента механизации работ;
Коэффициента концентрации операций полуавтоматической и автоматической обработки;
Коэффициент концентрации операций полуавтоматической и автоматической обработки.
Коэффициент концентрации операций механической обработки определяется по формуле:
где Т МО - трудоемкость технологических операций, выполняемых на многооперационном швейном оборудовании (универсальном, специализированным) при обработке изделия, с;
Т ИЗД - трудоемкость изготовления изделия, с.
Коэффициент концентрации операций термофизической обработки определяется по формуле
К ТФО =, (5)
где Т ТФО - трудоемкость термофизической обработки (влажно-тепловой обработки) изделия на прессах, паровоздушных манекенах, утюгами и т.п., с.
Коэффициент концентраций операций физико-химической обработки определяется по формуле:
К ФХО =, (6)
где Т ФХО - трудоемкость физико-химической обработки(склеивание и сваривание) изделия на прессах, утюгом и т.п.
Степень концентрации операций процесса обработки изделия характеризуется коэффициентом концентрации:
К КОНЦ = К МО + К ТФО + К ФХО. (7)
Коэффициент механизации работ определяется по формуле:
К МЕХ = , (8)
где Т МЕХ - суммарная трудоемкость всех механизированных операций обработки изделия, с.
Коэффициент использования средств малой механизации определяется по формуле:
К ОСН =, (9)
где Т ОСН - суммарная трудоемкость всех операций, выполняемых с помощью приспособления, с.
Коэффициент концентрации операций полуавтоматической и автоматической обработки определяется по формуле:
где Т А - трудоемкость обработки изделия на полуавтоматическом и автоматическом (специальном) оборудовании, с.
Подставим числовые значения в формулы:
К МО =2190.18ч6003.05= 0,36
К ТФО =1336.19ч6003,05=0,22
К ФХО =95.91ч6003,05=0,02
К КОНЦ =0,36+0,22+0,02=0,6
К МЕХ =5516,84ч6003,05=0,92
К ОСН =1503,64ч6003,05=0,25
К А =390,92ч6003,05=0,07
Таблица №14 - Анализ технологических последовательностей
|
Наименование показателей |
Обозначение показателя |
Единица измерения |
Величина показателя |
Величина отклонения показателя |
||
|
Составленной технологической последовательности |
Существующей технологической последовательности |
|||||
|
Трудоемкость изготовления |
||||||
|
Коэффициент концентрации операций механической обработки |
||||||
|
Коэффициент концентрации операций термофизической обработки |
||||||
|
Коэффициент концентрации операций физико-химической обработки |
||||||
|
Степень концентрации операций процесса |
||||||
|
Коэффициент механизации работ |
||||||
|
Коэффициент использования средств малой механизации |
||||||
|
Коэффициент концентрации операций полуавтоматической и автоматической обработки |
Заключение
В данной курсовой работе рассматривалась технологическая последовательность обработки женского платья для потока малой мощности. Для потока малой мощности выбирается определенное оборудование, которое должно соответствовать предъявляемым условиям. А именно, не высокая скорость производственных машин (до 5000 об/мин), машины должны быть без специального оснащения, разрешается использовать различные приспособления.
Заменив стандартную промышленную машину с 4000 об/мин на машину с 5000 об/мин, а так же применив различные лапки и приспособления, получилось снижение трудоемкости изготовления изделия на 3118,12с. Это означает, что существующая трудоемкость изделия снизилась примерно на 1/3. Это снижение повлияет на количество отшиваемых изделий за одну смену, что выгодно производителю. Также снижение трудоемкости отразится на себестоимости изделия. Она понизится, что очевидно выгодно покупателю.
Библиографический список
1. Савостицкий А.В. Технология швейных изделий: Учебник/ А.В, Савостицкий, Е.Х. Меликов. - М.: Легкая и пищевая промышленность, 1982. - 440с.
2. Кокеткин П.П. Одежда. Техника, процессы, качество: Справочник/ П.П. Кокеткин. - М.: Изд. МГУДТ, 2001, - 560с.
3. Кузьмичев В.Е. Промышленные швейные машины: Справочник/ В.Е.Кузьмичев, Н.Т. Панина. Москва, 2001.- 252с.
4. Бузов Б.А. Материаловедение в производстве изделий легкой промышленности (швейное производство): Учебник для студ. высш. учеб. заведений/ Б.А. Бузов, Н.Д. Алыменкова под ред. Б.А. Бузова. - М.: Издательский центр «Академия», 2004. - 448 с.
5. Типовая техническая документация по конструированию, технологии изготовления, организации производства и труда, основным и прикладным материалам, применяемым при изготовлении легкой одежды. - М.: ЦНИИТЗИ легпром, 1986. - 128с.
Размещено на Allbest.ru
...Подобные документы
Разработка потока по изготовлению женского платья. Характеристика модели изделия и материалов. Выбор методов обработки, оборудования и малой механизации. Технологическая последовательность изготовления изделия. Расчет себестоимости и отпускной цены.
дипломная работа , добавлен 24.11.2015
Проектирование модели женского платья из материалов с эластичными волокнами. Выбор методов обработки и оборудования. Технологическая последовательность обработки изделия. Рациональная раскладка лекал изделия и расчет нормы расхода материалов на изделие.
курсовая работа , добавлен 07.06.2015
Обоснование выбора модели и материала для ее пошива. Методы и режимы обработки изделия. Совершенствование существующих методов обработки наиболее трудоемких узлов. Экономический расчет проектируемой технологии при изготовлении женского летнего платья.
курсовая работа , добавлен 23.09.2009
Обоснование выбора модели. Технологическая последовательность обработки изделия. Обработка боковых и плечевых швов, горловины и проймы, низа платья. Рабочее место для выполнения ручных, машинных и утюжильных работ. Окончательная отделка изделия.
курсовая работа , добавлен 26.09.2014
Выбор моделей женского пальто, материалов, режимов обработки и нового оборудования. Расчет экономической эффективности и разработка технологической последовательности обработки швейного изделия. Прогрессивные методы обработки отдельных деталей и узлов.
курсовая работа , добавлен 08.08.2010
Обоснование модели платья. Выбор ткани, сопутствующих материалов, оборудования и приспособлений. Предварительный подсчет себестоимости. Измерение фигуры и выбор прибавок. Чертеж конструкции изделия. Технологическая последовательность его обработки.
презентация , добавлен 04.05.2016
Выбор модели и разработка технологической последовательности обработки плаща женского демисезонного. Построение графа процесса изготовления изделия. Схема сборки деталей и узлов модели. Характеристика оборудования, материалов, режимов и методов обработки.
курсовая работа , добавлен 06.01.2016
Проектирование одежды на индивидуального потребителя. Расчет чертежа конструкции женского нарядного платья. Намелка деталей изделия с помощью базовых лекал. Раскладка деталей кроя на ткани. Применение оборудования для влажно-тепловой обработки изделия.
курсовая работа , добавлен 04.09.2014
Проект разработки технологической последовательности для индивидуального изготовления коктейльного платья. Технологический рисунок модели, детали кроя. Спецификация деталей платья. Выбор оборудования и этапы изготовления швейного изделия, виды операций.
курсовая работа , добавлен 21.09.2015
Особенности обработки изделия. Нормативно-техническая документация. Анализ предлагаемых материалов. Выбор типа оборудования. Оценка вариантов обработки прорезного кармана в рамку. Разработка технологической последовательности изготовления женского жакета.
Описание внешнего вида
Платье (топ) женское повседневное или нарядное прилегающего, или полуприлегающего силуэта (в зависимости от степени растяжимости трикотажного полотна). Рукаввтачанной, базового покроя длинный, 2/3 длины или короткий,не отрезное по линии талии. На больших размерах прилегающая силуэтная форма обеспечивается формообразующим элементом – нагрудной вытачкой. Срез горловины платья может быть обработан обтачкой, косой бейкой или окантован.
Материалы. Платье и топ могут быть изготовлены из трикотажного полотна,практически любой поверхностной плотности и волокнистого состава.
Спецификация деталей
ОСНОВНОЙ МАТЕРИАЛ
1. Передняя часть платья и топа (полочка) – 1 деталь (со сгибом)
2. Задняя часть платья и топа (спинка) – 1 деталь (со сгибом)
3. Рукав длинный или ¾ длины или короткий – 2 детали
Внимание! После того, как Вы определитесь с вариантом обработки горловины необходимо будет выкроить обтачку горловины полочки и спинки или косую бейку, или купить окантовочную тесьму.
Внимание! Вытачки на передней части платья (топа) только на размерах от 52 и выше.
При раскрое добавить припуски на боковые швы, нижний шов рукава и шов втачивания рукавов в пройму – 1 см, по линии обтачивания среза горловины припуск на шов будет зависеть от выбранного вами варианта обработки (если обтачка или косая бейка – 0,7 см; если срез будет окантовываться, то припуск на шов давать не нужно. По нижнему срезу платья – 4 см, по нижнему срезу топа – 1,5 см. Припуск на шов к нижнему срезу рукава 1,5 см.
Средний расход материала зависит от размера изделия и ширины трикотажного полотна и длины рукава. Варианты раскладки деталей на полотне показаны на рисунках.
Сейчас в продаже появились трикотажные полотна шириной два метра. При такой ширине для раскроя платья с длинным рукавом на маленькие размеры и роста потребуется около метра.
Для больших размеров и ростов при ширине полотна 140 см на большие размеры и роста потребуется от 1,5 до 2,0 метров в зависимости от длины рукава.
Для изготовления топа минимум 1,0 м, если рукав будет короткий и 1,3м, если длинный.Внимание! Если Вы изготавливаете топ на высокую леди или не уверенны в длине, то имеет смысл купить материала на 20-30 см побольше.
 Варианты раскладки деталей кроя
Варианты раскладки деталей кроя
Технологическая последовательность обработки платья
Технология обработки изделия зависит от имеющегося у Вас оборудования.
Вариант 1. Если для соединения деталей Вы будете использовать краеобмёточную машину (оверлок), то её необходимо настроить на стачивающе-обмёточный вариант выполнения строчки (подтянуть игольную нитку).
Вариант 2. Если Вы будете использовать классический набор оборудования: машину челночного стежка и оверлок, то в настройках краеобмёточного стежка можно ничего не менять, но обязательно увеличить длину стежка универсальной машины (не более 2 в 1 см сточки)
Вариант 3. Если Ваша швейная машины позволяет выполнять трикотажные швы, это как раз тот самый вариант, когда стоит попробовать.
Технология обработки по варианту 2.
1. Сметайте, а затем стачайте вытачки на полочке (если платье (топ) большого размера.
2. Сметайте, а затем стачайте и обметайте детали переда и спинки по плечевым срезам.
3. Обработайте срез горловины по предложенным вариантам (Рис.1)
Вариант 1.
Заутюжьте обтачку вдоль (изнанка с изнанкой).
Вметайте, а затем втачайте её в горловину с лицевой стороны. Срезы обметайте.
Внимание! Проведите примерку. Если шов выезжает на лицевую сторону припуски шва настрочите на горловину.
Вариант 2.
Стачайте обтачку горловины по боковым срезам. Припуски шва разутюжьте.
Обметайте нижний срез обтачки.
Обтачайте срез горловины обтачкой.
Настрочите припуски шва обтачивания на обтачку.
Приутюжьте горловины в готовом виде.
Внимание! Прежде чем выбрать второй вариант обработки проверьте длину среза горловины (возможность свободно одеть через голову). При обтачивании её обтачкой срез теряет эластичность!!!
Как сконструировать обтачку показано на рис.2.
Вариант 3.
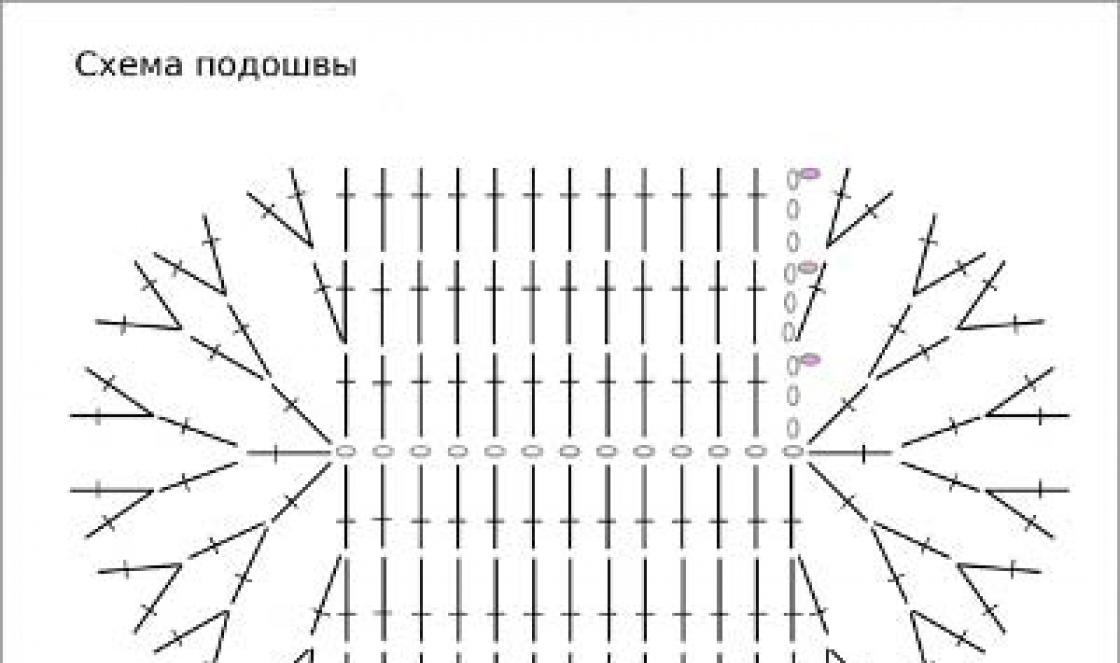
Окантуйте срез горловины специальной окантовочной тесьмой или косой бейкой.
 Рис. 1
Рис. 1

4. Сметайте, а затем стачайте детали переда и спинки по боковым срезам.
5. Сметайте, а затем стачайте и обметайте детали рукавов по нижним срезам.
6. Вметайте, а затем втачайте рукава в проймы. Срезы обметайте.
7. Обметайте нижние срезы рукавов (Рис.3) и платья (топа).

8. Обработайте нижние срезы рукавов и платья (топа) швом в подгибку с открытым обмётанным срезом.
Прим. Как вариант обработки Вы можете срез горловины и нижние срезы рукавов и платья обработать окантовочной тесьмой из искусственной кожи. Смотрится классно!